超快激光:封装材料革命的“手术刀”华尔街日报
AI 芯片封装正在从硅、有机材料走向玻璃、陶瓷、M8/M9 级 PCB,但新材料普遍又硬又脆、难加工。超快激光依靠皮秒/飞秒级“冷加工”,成为玻璃 TGV、陶瓷刻蚀、M9 PCB 微孔加工的重要方案。测算显示,相关设备远期潜在空间超过千亿元,LPKF 领先,国内厂商加速追赶。
AI芯片越做越大,封装材料和加工设备正在一起被推到台前。
6月8日,华泰证券机械设备团队杨云逍等在研报中写道:“AI算力芯片需求快速增长与原有封装材料供给紧缺,正加速推动先进封装材料转向玻璃、陶瓷、M8/M9级PCB等新材料。”
这句话关键在后半段:玻璃、陶瓷、M8/M9 级 PCB 都不好加工。传统机械钻孔容易崩边、裂纹;湿法刻蚀效率和形貌控制有限;普通激光又容易带来热损伤。超快激光的价值,就落在这里。
“传统机械钻孔、湿法刻蚀及普通激光加工效果不佳,而超快激光凭借冷加工特性成为精密加工的解决方案。”
该机构的测算框架把玻璃中介层、玻璃载板、M9 材料、光模块类载板都纳入潜在应用,给出的远期市场空间超过千亿元。但这个空间不是线性兑现,取决于 CoPoS、CoWoP、玻璃基板、M9 PCB 等路线能否进入量产节奏。
AI芯片越大,封装材料越先碰到瓶颈
先进封装的压力,先来自芯片本身。
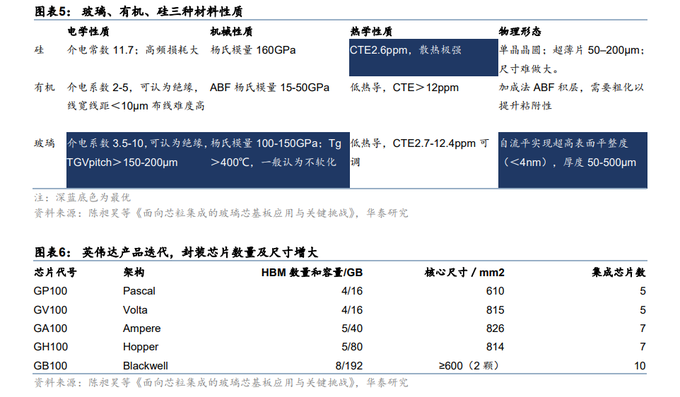
英伟达产品迭代中,封装内芯片数量和HBM配置持续上升。数据显示,GP100为4颗HBM、16GB容量、集成芯片数5颗;GB100已到8颗HBM、192GB容量、集成芯片数10颗。
芯片变大,封装面积变大,散热、翘曲、信号传输都会变难。
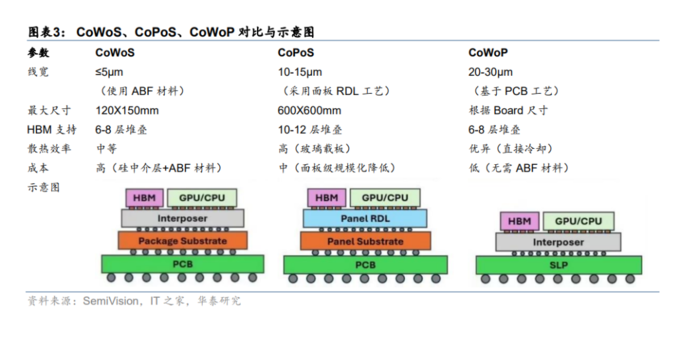
现有主流CoWoS路线分为S、R、L三类。CoWoS-S性能最优但成本最高,封装尺寸上限大约为2700平方毫米;CoWoS-R成本较低,但大尺寸封装翘曲问题难控制;CoWoS-L在成本和性能间折中,但尺寸上限、散热能力和可靠性仍有限。
下一步路线主要看CoPoS和CoWoP。
CoPoS是“化圆为方”。它把封装载体从圆形晶圆切到方形面板,以提高面积利用率,并以玻璃替代硅或有机中介层。
CoWoP则更直接:省去ABF载板,把硅中介层直接绑定到PCB上。这样能缩短互连路径,但对PCB提出更高要求,包括更小线宽线距、无空隙填孔、低热膨胀材料等。
据TrendForce、中视新闻网,台积电规划在嘉义厂区落地CoPoS量产产线,试产线于2026年2月启动设备交付;6月4日台积电股东常会,董事长暨总裁魏哲家提及,目前已建成CoPoS与玻璃载板试产线,预估2至3年进入较大规模量产阶段。据IT之家,英伟达目标在Rubin Ultra上实现CoWoP量产。
材料紧缺也在推着行业往前走。
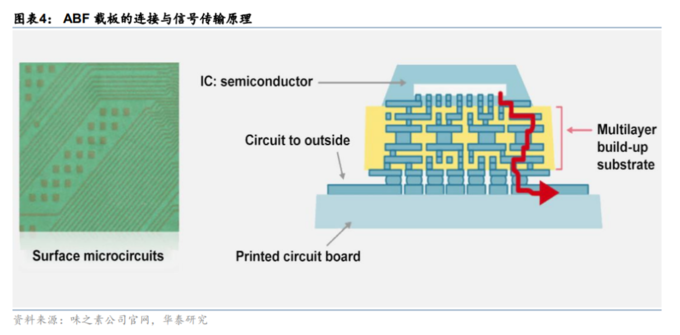
用于CoWoS的高性能ABF载板,核心材料包括ABF膜和T-Glass特种低介电玻璃布。T-Glass“几乎由日本日东纺供货,目前产能已完全满载”。
同时,英伟达下一代Rubin高端GPU需要高阶ABF载板配套封装,并进行超前备货,这进一步放大供应紧张。
这就是玻璃基材料被重新推到前台的原因之一。
玻璃、陶瓷、M9不是同一层材料,不是简单互相替代
市场容易把玻璃、陶瓷、M9材料放在一起比较。但它们并不完全在同一层竞争。
华泰证券写得很直接:“玻璃基主要用于先进封装的中介层与载板领域,与PCB应用中的陶瓷材料/M9等材料并不冲突。”
传统CoWoS结构自上而下是芯片、中介层、载板、PCB层。玻璃主要用于中介层和载板。陶瓷基与M9材料更多用于PCB相关材料或高功率散热场景。
玻璃的优势在于尺寸稳定、表面平整、高频损耗低,并且可以做TGV玻璃通孔。数据显示,玻璃介电系数为3.5至10,CTE为2.7至12.4ppm可调,表面平整度可做到小于4nm。
PCB的升级方向是M8、M9,甚至M10。
数字越大,代表信号传输损耗越低、速度越快、稳定性越高。M8/M9级PCB的核心,是更低介电常数Dk、更低介电损耗Df,以及高模量低膨胀玻纤体系和超低轮廓铜箔。
M9的难点在于材料更硬。它引入石英布Q-glass作为增强材料。高纯石英玻纤莫氏硬度超过7,高于传统E-glass玻纤的5至6级。
陶瓷则主打散热和热膨胀匹配。
数据显示,ABF材料导热系数为0.8至1.2W/mK,而陶瓷基板导热系数可达200W/mK。氮化铝导热系数为170至230W/mK,氮化硅为60至90W/mK,烧结碳化硅约100至250W/mK。
这解释了为什么三类材料可能同时被关注:玻璃解决中介层和载板,M8/M9解决高速互连,陶瓷解决高功耗散热。
为什么是“手术刀”:超快激光把热损伤压到最低
超快激光的重点,不是“功率更大”,而是“时间更短”。
华泰证券定义为:“超快激光通常指脉冲持续时间在皮秒(10−12s)至飞秒(10−15s)量级的激光”。
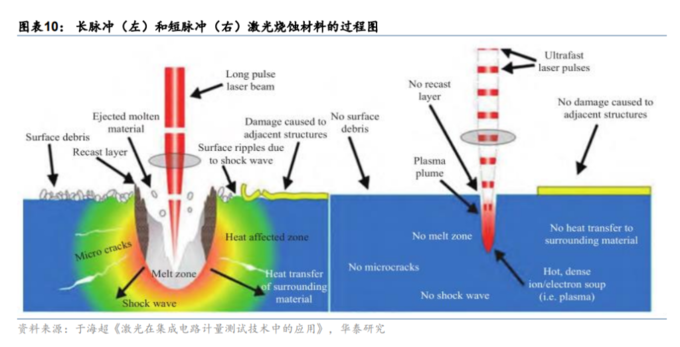
在这么短的时间里,能量来得快、走得也快。材料还没来得及把热扩散出去,去除已经完成。这种机制被称为“冷烧蚀”。
这和传统长脉冲激光不同。
传统激光更像“烧掉”材料。热影响区大,容易带来崩边、微裂纹、熔融、碳化。
超快激光更像“剥离”材料。它通过多光子吸收等非线性效应,直接作用在材料表面电子层面,降低热扩散。
报告对此的表述是:“超快激光并非对传统激光的简单参数升级,而是加工机理的根本变革”。
在实际加工中,这种差异对应到三个结果:热影响区更小,孔壁锥度可调,加工形状更灵活。
分析师提到,激光钻孔可以加工任意形状微孔,这一点是机械钻孔难以做到的。
三道工序最能体现需求:TGV、M9微孔、陶瓷刻蚀
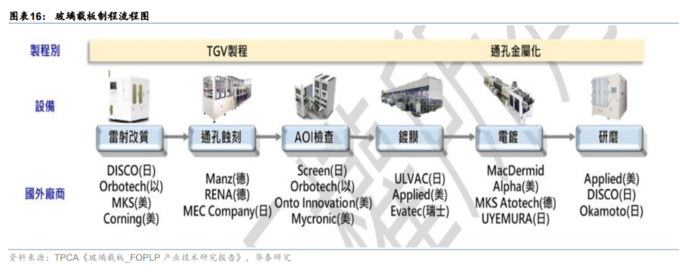
第一道是玻璃载板TGV。
玻璃载板关键制程包括六步:TGV激光改质、通孔蚀刻、AOI光学检测、种子层镀膜、电镀填孔、研磨。
其中,“TGV激光改质是第一道、也是最关键工序”。
原因很简单:玻璃缺乏塑性变形能力。能量过高或不均匀,就容易产生微裂痕、热应力集中或内部缺陷。孔径到30微米以下时,对热影响区的控制更加严格。
超短脉冲超快激光可以在玻璃内部实现非热改性,降低热应力裂纹和崩边问题。
第二道是M9级PCB微孔加工。
M9面向1.6Tbps以上超高速传输环境。它为了降低信号损耗,引入高纯石英玻纤,但这也让加工难度上升。
数据显示,传统机械钻针寿命会骤降至传统材料的1/5,孔径精度和位置度也会恶化。
CO₂激光的问题是热影响区过大,可能导致树脂碳化、玻纤撕裂。纳秒UV激光对高硬石英玻纤蚀除效率低,孔壁质量也不理想。
超快激光的价值在于:可以精准去除高硬度玻纤,同时不碳化树脂、不短路铜层。
第三道是陶瓷基板精细加工。
氮化铝、氮化硅、碳化硅等陶瓷材料硬度高、导热强。数据显示,这类材料莫氏硬度可达7至9,导热系数可达200W/mK以上。