新攻击核潜艇能够潜深1000米么?扇歌
在新的攻击核动力潜艇出现后,除了小围壳,超大X舵,那么大家能够猜测到的还有该艇应为单体壳体结构,或者在船首尾部分采用了溷合结构;而对于潜深度大家基本上都预测600米,这个深度是根据海狼潜艇推测而来;
该艇采用HY-100超高强度耐压钢,和我们刚才讲的潜艇高强耐压钢属于同一梯队,官方公开标准作战最大潜深为600米;
重点是,卷焊工艺的焊缝缺陷可以修补,但是整环锻轧的筒体本体一旦出现超标缺陷,无法修复,只能直接报废。
最后经过喷砂除锈、喷涂防锈底漆,整理全部检测报告,专用工装固定存放,单段12米无缝耐压筒节就正式完工。
后续多段筒体只用环向焊缝拼接,全程只有少量横向焊缝,彻底去掉了最危险的纵向焊缝。
想要造出这样的筒体,必须配齐五大极限制造重型设备:万吨自由锻水压机、12米级巨型碾环机、超大型热处理炉、16米级超重型数控机加设备,还有巨型筒体全自动探伤设备,这点我们是全部掌握。
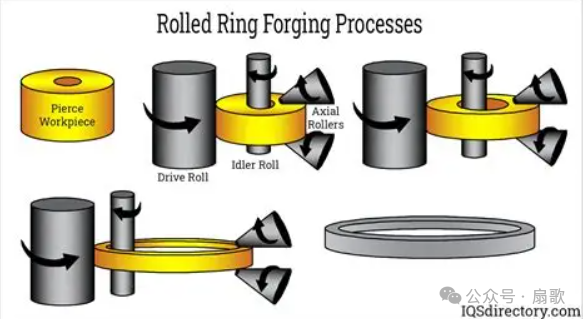
对比一下大家就更清楚:卷板焊接工艺,设备便宜、生产快、成本低,但是天生带有一条纵向焊缝,永远是结构短板,限制潜深和隐身能力;而整环锻轧工艺零纵缝,极限潜深、抗爆、静音、隐身性能全面拉满,但是造价极高、生产周期长达半年。
讲完完整流程,我们再直白说一说,这项工艺难点,为什么绝大多数国家造不出来。
百吨巨型钢锭天生难均质。一百多吨的钢锭凝固极慢,合金元素和杂质很容易聚集,小钢锭很好解决的这种问题,放到百吨级钢锭上就是难了,也让炼钢容错率很低。
厚坯锻造很难整体锻透。坯料壁厚超大,表层锻透了,芯部依旧疏松,一旦锻造比不够,后续直接分层开裂;同时巨型钢锭表里温差难控制,锻造裂纹风险比较高。
碾环成型是最难部分。
12米超大环件自重近百吨,轧制过程极易失圆、跑偏、出现锥度,径向和轴向变形很难同步匹配,而且超大周长筒体散热飞快,低温裂纹风险极高,配套的巨型碾环机,全球都没有几家能造。
整体热处理又是一个巨大难题,整环必须整体入炉,厚壁筒体冷却里外不同步,硬度梯度无法轻易消除,加上自重极大,热处理之后很容易自行弯曲变形,大型专用热处理炉基建成本动辄数亿。
大件精加工极易变形。十米级大筒体刚性差、自重极大,装夹加工就会下垂变形,想要做到高精度,专用工装和加工工艺难度极高。
厚壁探伤极容易漏检。厚壁加粗晶组织,超声波杂波极多,微小裂纹很难被发现,探伤耗时极长,而且本体缺陷无法修补。
大件转运和仓储难度大。百吨级大件吊装、转运稍有受力不均就会永久变形,长期存放还会自重蠕变失圆,需要全套专用重载工装。
整条产线百亿级投入,工艺参数保密,没有几十年工艺积累,根本无法量产。
目前全球所有现役公开核潜艇,全部都还是传统卷板焊接耐压壳,没有一艘量产主力核潜艇,使用我们刚才讲的12米级超大直径整环锻轧一体耐压壳。
首先是美国,美军从洛杉矶级、海狼级、弗吉尼亚级攻击核潜艇,再到最新的哥伦比亚级战略核潜艇,从头到尾全线坚持卷板卷圆+纵向焊接工艺。哪怕海狼级潜深达到600米、哥伦比亚级耐压壳直径做到13米,美国依旧没有上马大型整环碾环工艺。
原因很现实:美国没有12米以上超大直径的巨型数控碾环装备,同时老旧产线庞大,更换全套重工设备成本天价,干脆一直妥协保留纵向焊缝,靠更高等级钢材弥补焊缝短板。
更加不是太可靠消息:俄罗斯曾经是全球最早研究潜艇整环锻轧工艺的国家,拥有几十年的碾环技术积累,也是唯一一个曾经小范围试用过整环耐压壳的国家。早年俄罗斯北风之神级、亚森级,部分小直径分段采用过小尺寸整环锻轧工艺,但是最大直径只能做到7米级别,远远达不到12米大直径舱段的标准。想要做完整的大直径主耐压舱,俄式设备依旧能力不足,所以北风之神、亚森级主力舱段,依然还是卷板焊接结构,依旧存在纵向焊缝,没办法彻底根除先天缺陷。
最后说我们国家,这套12到16米级整环锻轧一体耐压壳工艺,设备和工艺完全掌握,已经大规模生产类似民用件,目前全球仅此一家,不过目前暂时没有公开新潜艇是否使用,如果真的批量用了1000米潜深肯定没有问题,那么直接颠覆了现有反潜战术和装备。